


Trio控制器在熱轉移貼標機上的應用
Trio控制器在熱轉移貼標機上的應用
1、設備的加工要求:
要求在一個塑料桶的雙面上貼上廠家的標簽和里面所裝的物品的參數。首先人工把一個生產好的塑料桶放到傳送帶上,傳送帶是由一個普通的電機驅動,傳送帶上有一個兩側可以調整的導軌槽,塑料桶就放在導軌槽上運行。在傳送帶的兩側各有一個靠液化氣進行加熱的裝置,在塑料桶過來以后對其A、B兩側進行加熱,傳送帶把桶往前運送,當一個光電傳感器檢測上以后,傳送給控制器,由控制器發送一個命令給傳送帶上部的扶穩沖氣裝置,這個裝置帶著一個氣管落到塑料桶的桶口上,并且往桶里面沖氣,使桶形成一個外凸的圓弧形狀。在這個過程中,傳送帶一直運行,上面的扶穩沖氣裝置通過一個同步帶由一個電機驅動,這個電機的運動由控制器控制,這里要求這個電機從加速度到恒速到減速度停止時,這個時候的的運行速度必須和傳送帶的運行速度嚴格要求一致,否則這個桶就會偏到或者在機械裝置上刮蹭了。在這個動作的同時,需要開始貼標,這是有三個電機和機械裝置一起組合完成,其中的一個電機負責送標,另外一個電機否則收標,還有一個電機驅動貼標頭負責把標貼到塑料桶上,標在貼之前,必須進行加熱才能往塑料桶上貼住,這個貼標的速度也必須嚴格要求和傳送帶的速度一致,否則會造成貼的標變形。
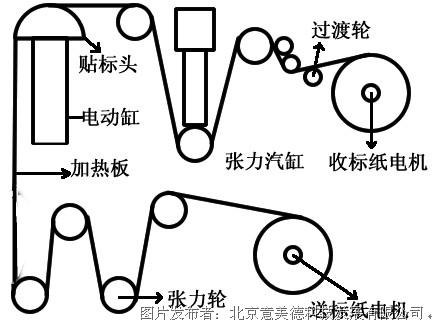
這一面貼完了以后,另外一面開始貼,其過程和這一面是一樣。
貼完畢以后,再通過一個吹氣裝置把桶的外面的雜物吹掉。然后一個加熱裝置把標的表面加熱,使其更光滑明亮,由傳送帶送出去,由人工篩選把貼好的桶裝起來。
在換不同的桶時,可以通過觸摸屏調整標的大小和標貼在桶邊的距離等等參數。
2、技術分析:
這個設備主要有三點的配合是關鍵:第一,扶穩和沖氣裝置的驅動的運行速度和貼標時的速度必須與傳送帶的速度一致,考慮用一個編碼器采集傳送帶的速度送給控制器,由控制器的同步功能來實現其要求。第二,貼標時和桶的切入點必須調整合適,通過計算在啟動貼標電機運行之前加一個延時。第三,必須要把溫度、氣壓、機械、電氣部分的驅動結合在一起調整。溫度是采用溫度控制儀進行控制。這個必須根據不同的塑料桶的材料和不同的現場情況調整。
3、設備的電氣部分配置:
1)、運動控制器
需要采用一個八軸半或者是兩個四軸半的數字運動控制器,所謂半個軸就是一個編碼器的輸入通道,四個軸分別控制四個電機,做扶穩沖氣裝置、貼標裝置的三個的運動控制,兩側就需要八個軸,可以把兩側分開處理,所以也可以采用兩個四軸半的數字運動控制器。同時總共還需要有16個輸入點和3~6個輸出點,最后從各個方面考慮,選用兩個英國TRIO的數字運動控制器MC206來分別控制兩側的貼標;該控制器的通訊口具有ModBus協議,可以直接接觸摸屏。另外,該控制器既可以控制步進電機,也可以控制伺服電機,或者是兩者的任意結合。而且,該控制器除了控制軸所用的編碼器接收通道以外還專門帶一個編碼器的輸入口。
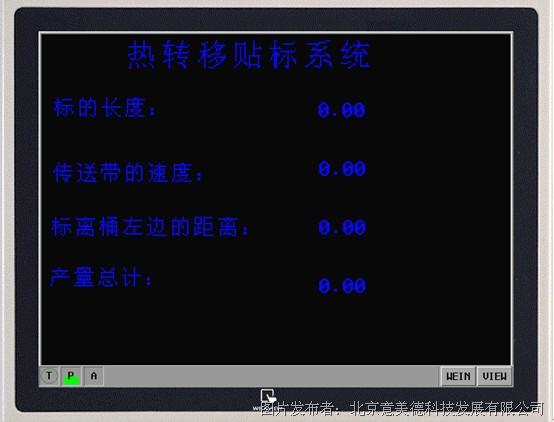
2)、觸摸屏
采用WinView的觸摸屏MT508TV45WV,隨時可以在觸摸屏上根據不同的塑料桶來修改相應貼標的相關參數,其操作界面如下:
3)電機
對于供標和收標以及扶穩沖氣裝置的驅動部分采用德國BERGER LAHR的步進電機和驅動器VRDM368/LHA / D921四套和VRDM397/LHA /WD3-007 兩套,驅動貼標頭采用Panasonic最新的A4的交流伺服電機和驅動器MSMD012P1U/MADDT1205003兩套加上兩套Parker BT80的電動缸一起驅動
4)主傳送帶的驅動控制
在傳送帶的控制方面,采用變頻器+變頻電機(5.5Kw)的結合來控制,這樣。可以做到傳送帶的速度可以根據貼標的需要進行調整。
5)傳送帶上所用的編碼器
采用每轉輸出脈沖數為2500的雷諾德的編碼器,型號為GEL260
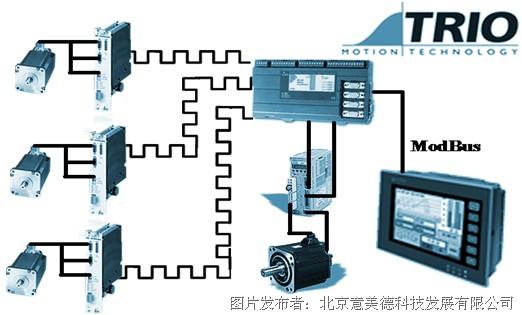
4、該設備的電氣控制框圖
以A側為例:
5、該設備在加工過程中的運動控制過程
先啟動傳送帶運動,由加在傳送帶負載側的編碼器采集傳送帶的速度,把這個編碼器的信號接入兩個控制器的編碼器接口,由傳送帶的速度利用控制器的同步功能來控制扶穩沖氣裝置和貼標的速度。,然后把加熱裝置點火和加熱,讓其達到所要貼標的最佳效果,可以用一個桶經過加熱和吹風以后,在沒有到檢測桶的位置把桶拿下來,放入水里面,讓水浸過所貼需要貼標的位置,可以根據水在桶的兩側附著的水來判斷溫度是否達到其要求,如果水在桶上的水不均勻,說明溫度還沒有調好。把所要貼的兩側對應的標紙放到相應的托盤上,并且讓檢測標紙上的一個標號對應一個光電傳感器的位置,控制器得到這個信號就停止找標,否則會一直找尋這個信號,當一切準備好以后,放一個桶在傳送帶上,傳送帶帶著桶沿著導軌前進,首先經過加熱、吹風等處理,當傳感器在檢測到桶到位信號以后,給到控制器,控制器就給扶穩沖氣和貼標裝置發出命令,然其跟隨傳送帶同步的速度開始按其工藝要求進行貼標,貼完A側后,立即貼B側,其原理跟A側是一樣,當貼完一個桶后,經過后面的表面加熱吹風處理后。這個桶就算貼完了。根據這個貼出來的標的位置來調整相應的位置,然后再試貼一個,一直到所需要達到的標準的位置時就可以開始成批量的開始生產了。
6. 結論:
該設備投入運行以后,既可以貼直面桶,還可以貼弧面的桶,精度可以在0.1mm以內。而且150~200個/小時。




 投訴建議
投訴建議
提交

意美德 MOTEC混合式步進電機與驅動器

MOTEC α HLD 系列智能伺服驅動器
MOTEC SD388B-C001三相智能步進驅動器

意美德 TRIO MC206數字運動控制器

意美德 CNC數控PCB鉆銑床系統